Hoist trains catering to the oil & gas sector, refineries and the petrochemical industry
WE ARE YOUR SOLUTION
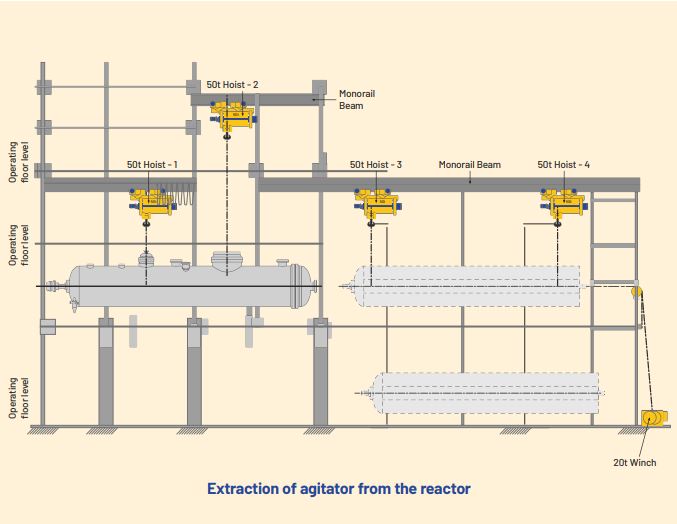
Customised solution for handling of reactor-agitator for a leading refinery in Nigeria, Africa


Introduction
Nigeria is the largest producer of oil in the continent of Africa. Oil plays a vital role in the country’s economy amounting to 70 percent of government revenue and earning 95 percent of its foreign exchange. Dangote Group is one of Nigeria’s most diversified business conglomerates with a hard-earned reputation for excellent business practices and maintaining highest product quality. It has its operational headquarters in the bustling metropolis of Lagos.

About the Dangote Refinery
In 2013, the Dangote Group decided to make huge investments in setting up one of the largest petroleum refineries and polypropylene plants in Nigeria. The vision was to set up an Integrated Petroleum Complex, in the Lekki Free Trade Zone in Lagos. The refinery is spread across 6500 acres of land having great connectivity through waterways and roadways. The refinery is being built to produce up to 650,000 barrels of oil per day and 830,000 TPA of polypropylene to cater to the requirements of growing Nigeria.
After the distillation and processing of crude oil, by-products such as gasoline, diesel, kerosene, and aviation jet fuel would be delivered. The residue would further be used for manufacturing fertilisers to cater to the country’s demands. For extracting crude, Dangote has laid pipelines stretching up to 30km inside the sea. The plant size is humongous and is designed not only to cater to the country’s demand for petroleum products but also to produce surplus for exports.
Handling challenges
The Lekki Petroleum Complex has been planned to be one of the world-class refineries with equipment being imported from all around the world. For processing of polypropylene, one of the critically assembled components is the reactor agitator. Handling this agitator, which is installed under critical tolerances, needed exceptional material handling equipment. Dangote issued tenders to global suppliers through its consultant, inviting their participation. Among the participants, only those possessing the knowledge, expertise, and potential to carry out such critical material handling challenges with a proven track record were shortlisted. Dangote needed 10 numbers of 50t monorail hoists for insertion and extraction of the agitator from its reactor. Additionally, two 20t winches were also required to gradually pull and hold the agitator in a crucial position while removing it from the reactor. Being a refinery, the material handling hoists and winches were to be designed and manufactured for flameproof conditions
Solution from ElectroMech
ElectroMech participated and successfully won the tender due to its technical expertise, especially with its vast experience and knowledge in catering to the oil & gas sector, refineries and the petrochemical industry. The solution provided by ElectroMech consisted of the hoists working in tandem synchronization, termed as ‘hoist trains’. The monorails that extend over the drop zone of the agitators have two hoists on a common monorail.
For the main reactor, which has certain interference with the blow cases, has four electrical hoists, mounted above the reactor axis. These hoists are used to remove the agitator from the assembly and lay it down on the grade/truck. This calls for tandem lifting of the agitator and being a longer component, the extraction will be done step-by-step.
Environmental Challenges
Area Classification: Hazardous
Zone 2, II B
Temperature Class: T4
Application
The agitators of the reactors weigh around 35t. However, in the event of wrong operation and subsequent fouling, a maximum polymer build-up of about 55t is estimated. This results in total maximum weight of close to 90t. Hence the combination of 50t + 50t hoists has been designed.
Hoist trains 1 & 2 (consisting of 50t, 2 hoists) shall lift and move the agitator and place it on a grade safely. Then, with the help of the selector switch on the remote control device, hoist trains 2 & 3 will be activated. Hoist trains 2 & 3 will lift the agitator from the previous grade and lay it on the next grade. Lastly, hoist trains 3 & 4 will be activated through the radio remote control and will lift the agitator from the reactor in synchronisation to finally place it on the trailer truck to move it out for maintenance.
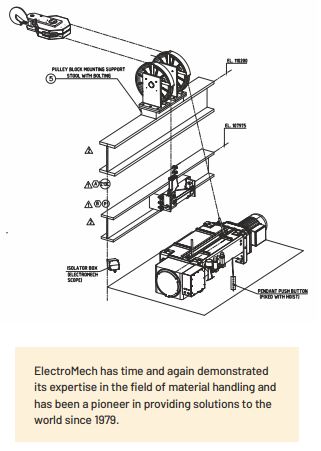
The 20t winch will be mounted at the lower beam level of the agitators’ centre line. It will be used to slowly pull and hold the reactor in its place to ensure that the suspended agitator does not generate momentum. The pulling force is required to overcome the initial resistance from the residual powder, which may be present in the reactor
A similar set-up is carried out for the other reactor as well. The only difference is that for the other agitator reactor, a total of three electrical hoists will be used to form a hoist train. The hoists shall be mounted on the monorails above the reactor axis to remove the agitator from the reactor and lay it down on the grade/truck as explained above. The schematic will explain the solution from ElectroMech for the handling of the agitator reactors.

The hoists have been manufactured using explosion-protected components from Stahl, Germany which is one of the global leaders in the manufacturing of hazardous area cranes. The entire integration of components with special electricals and PLCs has been done jointly by the Stahl and ElectroMech teams. The trolley frames manufactured are surface cleaned and shot blasted to grade SA 2 & 1/2. A unique painting scheme has been deployed on all the hoists. It consists of one coat of primer having 70-micron DFT, followed by two intermediate coats of epoxy paint with 100-micron DFT each. The final coat applied is PU, hard acrylic top-coat having 50 micron DFT. The paint DFT on each hoist sums up to 320 microns.
All the hoist systems were inspected and fully tested by external quality inspectors, appointed by the client to validate the concept design and actual functioning of tandem synchronization of the hoists.
Safety features of the system include, overload limiter and load summation device, ensuring that the system trip-off in case of overload. The movement of the hoist is guarded by safety limit switches mounted on the hoists. The tandem synchronization of the 50t hoists is controlled through a joystick type remote control device. One single remote controller is used to operate all the hoists.
Challenges
- Being a refinery, explosion-protected solution was essential
- Complex handling of approx. 20m long agitator
- Required to ensure high level of safety during handling
- Strict adherence to schedule for manufacturing, inspection by the client and subsequent despatch
Solution
- Solution built around Explosion-protected components
- Electronically controlled, synchronous motion for tandem operation of two hoist
- Inbuilt safety features such as load limiters, load summation device, tandem operation and position limit switches
- Engineering competence and experience of ElectroMech team resulted in timely execution of project
